
20-03-3 来源: RCO催化燃烧设备,粉尘治理设备,环保设备厂家-det365手机版
某水泥公司包装系统采用两台8嘴包装机包装水泥,自投产以来水泥包装系统的工业除尘系统收尘状况一直不理想。问题主要集中在以下几方面:
(1)包装机周围粉尘浓度大无法收集,同时由于包装机的回转致使整个包装机房内环境极差,现场工作人员工作环境恶劣。(2)因粉尘大,包装机设备故障率高。(3)提升机及振动筛内表现为正压,粉尘溢出严重。(4)每年市环保局检查对包装系统的扬尘点提出批评。
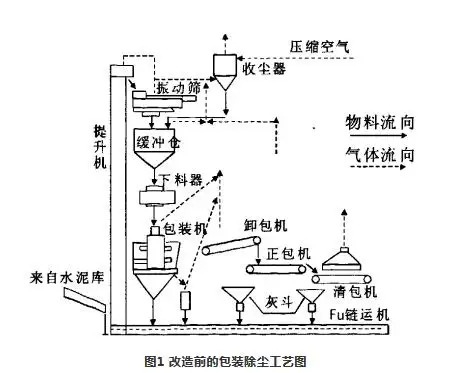
一、包装除尘系统工艺流程见图1
二、原因分析
2.1现收尘器风机选型不合理。风机风量偏小
现除尘器采用脉冲袋式除尘器的处理风量为20450m³/h,滤袋为308条Φ115×2050mm,风量为22510m³/h,实际测量风量为7200~8000m³/h。根据现场情况并经过计算需要28000m³/h风量才能满足需要。
2.2该除尘系统风机风压不足
现除尘系统的风机转速1800r/min,风量22511m³/h,风压3101Pa,功率30kW。根据该系统除尘特点,系统风机应该采用高压离心风机,方能将散失的粉尘收尽。
2.3现收尘系统收尘口设置不足及布局不合理
(1)现收尘器收尘点过多,导致收尘风量分配不均,需要另增加一台收尘器专门收集提升机及振动筛的粉尘。
(2)包装机周围作为最大的扬尘点在设计时未考虑处理措施,需要将包装机周围进行封闭处理,并在包装机上部设一负压收尘口,保证将包机作业时溢出的粉尘及时进行收集。
上一篇: 焦化行业VOCs废气排放点位一共有哪些?
下一篇: 技术——包装机除尘系统的改进(二)
 扫码联系微信客服
扫码联系微信客服 
